10/2007 | FACHARTIKEL
Sauber eingesaugt
Pulver in Kunststoffe effektiv eintragen und dispergieren
Ob als Pigment oder als Flammschutzmittel, ob zum Erhöhen der Leitfähigkeit, zum Einstellen der Rheologie oder als Antiblocking in Fasern und Folien, überall werden Pulver in Kunststoffen eingesetzt. Um diese möglichst staubfrei einzutragen, vollständig zu benetzen und optimal zu dispergieren, reichen einfache Rührwerke oder Dissolver meist nicht aus. Dies zeigen Anwendungsbeispiele wie die Herstellung gefüllter Polyurethansysteme oder Glasfaserverstärkter Polyester.
Viele funktionelle Eigenschaften von Kunststoffen werden durch Pulver eingestellt. Ihre Farbe wird durch pulverförmige Pigmente oder Farbstoffe erzielt; physikalische Eigenschaften, wie die Festigkeit oder die Dichte, werden durch Zugabe von Füllstoffen beeinflusst. Spezifische Füllstoffe erlauben Eigenschaften und auch Preis-Leistungsverhältnisse, wie sie mit traditionellen Werkstoffen nicht erreicht werden können.
Diese Pulver und Füllstoffe müssen in den Kunststoff eingebracht werden, bevor er erstarrt oder vernetzt: durch Eindispergieren in die flüssige Phase. Besonders anspruchsvoll sind dabei Aufgabenstellungen, bei denen Pulver intensiv dispergiert werden müssen, bestimmte Maximaltemperaturen jedoch nicht überschritten werden dürfen, weil sonst die Vernetzung bereits im Produktionsbehälter startet (Plastisole, Organosole). Interessant ist auch der Eintrag von Leitfähigkeitsrußen, bei denen ein einziges Kilogramm Pulver eine spezifische Oberfläche von fast einer Million Quadratmetern hat. Diese Oberfläche muss in Bruchteilen von Sekunden vollständig benetzt sein.
Für all diese Anwendungen benötigt man ein effektives Verfahren zum Eindispergieren der Pulver. Das einfache Einrühren mittels Rührwerk oder Dissolver liefert keine ausreichende Qualität. Bei Formteilen aus hochgefüllten Polyesterharzen kann man am Endprodukt erkennen, wie gut der Füllstoff dispergiert war. War er unvollständig benetzt und nicht ausreichend dispergiert, dann erkennt man auf ebenen Flächen deutlich den Verlauf von Verstärkungsrippen, welche sich jedoch auf der Rückseite des Bauteils befinden.
Pulver kommen nicht nur im fertigen Kunststoff, sondern auch in vorgelagerten Prozessstufen zum Einsatz. In der PVC-Herstellung zum Beispiel werden bei der Suspensionspolymerisation Schutzkolloide verwendet. Dies sind aus Methyl-cellulose- und Polyvinylalkoholpulver hergestellte wässrige Lösungen. Beide Pulvertypen neigen beim Eintragen ins Wasser zum Kleben, Verklumpen oder zu Anhaftungen an der Behälterwand. Das im nachfolgenden Abschnitt beschriebene Verfahren verhindert diese Probleme zuverlässig und löst die genannten Pulver in kürzester Zeit agglomeratfrei. Genutzt wird dazu ein Maschinensystem, welches Pulver in flüssige aber auch in zähfließende Medien einsaugen und unter Vakuum optimal dispergieren kann.
Transportieren und Dispergieren
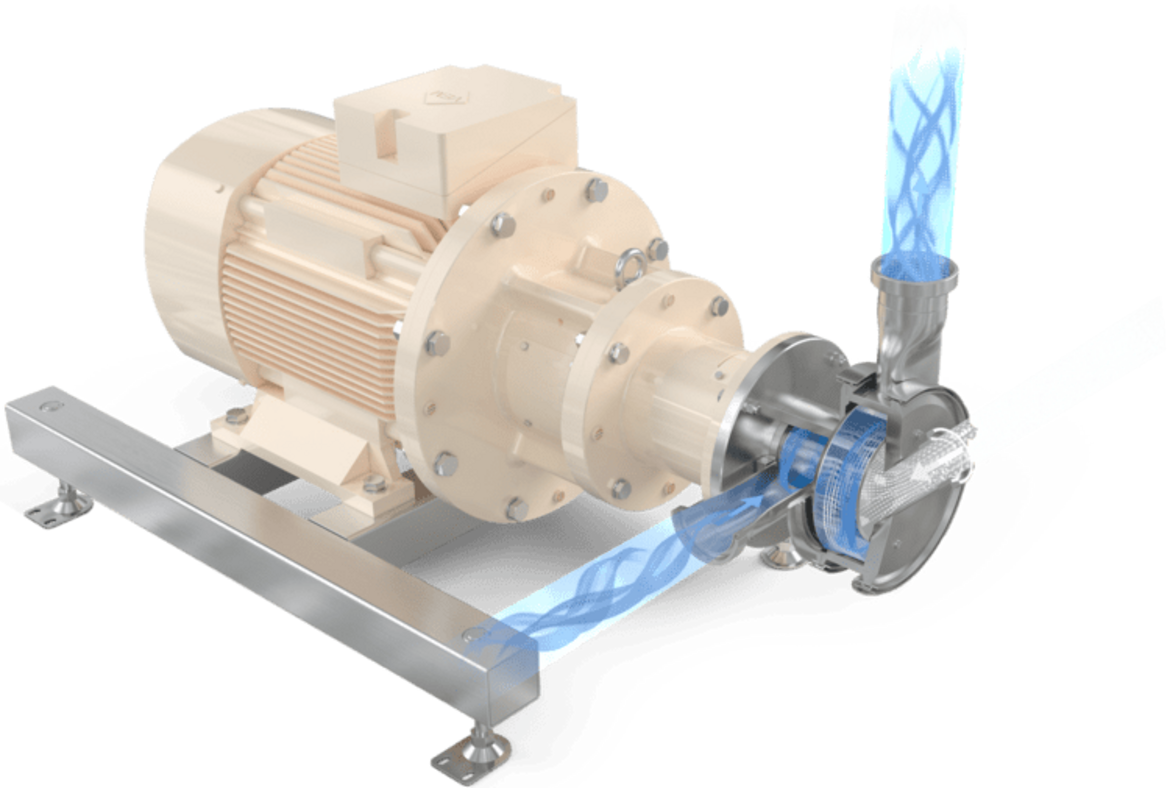
TDS-Maschinen sind Systeme, mit denen man Pulver in Flüssigkeiten einsaugt, benetzt und agglomeratfrei dispergiert (TDS– Transport- und Dispergier-System). Für den Pulvereintrag in der Kunststoffherstellung ist vor allem die Ausführung als Conti-TDS von Bedeutung. Die Conti-TDS wird außerhalb des Behälters installiert und ist mit diesem über Rohrleitungen oder Schläuche verbunden. Auf diese Weise arbeitet sie völlig unabhängig von Behältergröße und Füllstand. Oft wird sie nicht nur an einen, sondern an zwei oder mehreren Behältern angeschlossen.
Mit dieser Maschine können Pulver direkt ab Sack, Big-Bag, Pulvertrichter oder Silo staub- und verlustfrei eingesaugt und in der Flüssigkeit benetzt werden. Kein Pulver wird auf die Flüssigkeitsoberfläche geschüttet. Kein Sack muss auf den Behälter oder in einen Füllschacht gehoben werden. Kein Staub klebt an der Behälterwand, kein Pulver wird in Gegenwart von Lösemitteldämpfen entleert. Trotzdem sind TDS-Maschinen nicht vergleichbar mit Pulvertransportsystemen, denn sie benötigen keine Transportluft, keine Filter, keine Ein- und Ausschleusung und auch keine Vakuumerzeuger. Sie erzeugen das Saugvakuum direkt in der Flüssigkeit und saugen auf diese Weise das Pulver 100-prozentig verlustfrei direkt in die Flüssigkeit ein.
Die Conti-TDS fördert die Flüssigkeit, ähnlich wie eine Pumpe, selbstständig im Kreis. Aus diesem Grund kann sie am Ende des Prozesses auch zum Abpumpen der fertigen Produkte verwendet werden. Zusätzliche Pumpen sind nicht erforderlich. Lediglich für den Pulvereintrag in sehr hochviskose Medien wird der Maschine eine Verdrängerpumpe nachgeschaltet.
Pulver und Flüssigkeit gelangen über vollständig getrennte Wege in die Maschine und kommen erst in der Dispergierzone miteinander in Kontakt. Dort erfolgt die Dispergierung unter hoher Scherwirkung und Vakuum. Selbst feinste Pulverpartikel werden sofort vollständig benetzt. Es lassen sich Dispersionsqualitäten und Feststoffkonzentrationen herstellen, die durch Einrühren über die Flüssigkeitsoberfläche oder mit Dissolvern niemals erreichbar sind.
Bessere Benetzung mit Harzdisperionen
Bei Harzdispersionen mit hohem Füllstoffgehalt kommt ein ganz entscheidender Vorteil der Conti-TDS zum Tragen. Pulver haben in der Regel unregelmäßige Formen sowie äußere und innere Oberflächen und liegen häufig agglomeriert vor. Zähe Harz-Lösemittelgemische sind nicht gerade das Medium, welches in alle diese Strukturen eindringt und diese vollständig benetzt. Rührwerke und Dissolver benetzen nur unvollständig. Innere Strukturen der Partikel werden nicht erreicht.
Das im Harz enthaltene Lösemittel hat eine höhere Adsorptionsgeschwindigkeit und dringt tiefer in Kapillaren und Poren ein. Man spricht dabei von Konkurrenz-adsorption bzw. Pseudobenetzung. Die Folgen sind klar: Wenn das Lösemittel im anschließenden Prozess entweicht, dann sind die Pulverpartikel wieder trocken. Auch wenn es nicht entweicht, ist die Homogenität nicht gewährleistet. Die Qualität des Endproduktes ist unzureichend und schwankt.
Beim Einsatz der Conti-TDS ist dies völlig anders. Benetzt wird unter massiver Scherung und unter Vakuum. Dieses Vakuum ist allgegenwärtig, auch innerhalb von unerreichbaren luftgefüllten Poren und Kapillaren. Unter Vakuum expandiert Luft, selbstverständlich auch die Luft, die das Poren- und Kapillarenvolumen füllt.
Die überschüssige Luft entweicht aus den Poren. Das Pulver wird dann vollständig von außen benetzt, verlässt die Vakuumzone und gelangt in die Überdruckzone der Maschine. Die eben noch expandierte Luft wird stark komprimiert und zieht so das umgebende Harz-Lösemittelgemisch in jede innere Pore, jede innere Kapillare des Pulvers. Auf diese Weise erfolgt tatsächlich eine vollständige Benetzung mit Harz und Lösemittel, keine Pseudobenetzung. Die Produktqualität ist nachweislich entschieden besser, sie ist reproduzierbar und konstant.
Der Einsatz der Conti-TDS beschleunigt natürlich auch alle Prozesse. Die massivsten Zeiteinsparungen überhaupt werden beim Lösen von Harzpulvern oder Harzgranulaten erzielt. Im Rühr- oder Dissolverbehälter, wo das Pulver oder Granulat auf die Lösemitteloberfläche geschüttet wird, bilden sich außen benetzte Pulverbrocken und Agglomerate, die sich erst nach sehr langer Rühr- und Dispergierzeit lösen. Die hochviskose Harz-schicht an der Oberfläche lässt das Lösemittel nicht tiefer in den Pulverbrocken eindringen kann. Die Schicht außen ist glatt, das Lösen der Pulverbrocken dauert entsprechend lange.
Extrem beschleunigtes Lösen und Benetzen
Bei Einsatz der ystral Conti-TDS wird das Pulver oder Granulat bereits beim ersten Kontakt mit dem Lösemittel im Scherfeld der Dispergierzone nahezu vollständig benetzt. Auf diese Weise lassen sich extreme Zeiteinsparungen realisieren. Benetzungs- und Lösezeiten von wenigen Sekunden pro Sack sind nicht selten (Beispiel: Polystyrenpulver ab Trichter 6 s pro Sack). Der gesamte Lösevorgang wird beschleunigt. Beim Lösen von PMMA in MMA beispielsweise wurde in drei Minuten dasselbe Ergebnis erreicht, wie im Dissolverbehälter nach sechs bis acht Stunden.
Flexibel installiert und nachgerüstet
Die Conti-TDS kann sowohl stehend als auch liegend betrieben werden und ihre Anschlüsse lassen sich leicht den örtlichen Gegebenheiten anpassen. Sie kann in bestehenden Anlagen sehr einfach nachgerüstet werden. Bauliche Veränderungen, der Einbau neuer Flansche, erneute TÜV-Abnahmen der Behälter oder die Versetzung anderer Maschinen sind nicht notwendig.
Nach beendetem Pulvereintrag wird der Pulvereinlass geschlossen. Die Conti-TDS kann dann als normaler Dispergierer weiter benutzt werden, bis die geforderte Partikelgrößenverteilung, Homogenität oder Konsistenz erreicht sind. In dieser Phase arbeitet die Maschine als Inline-Dispergiermaschine mit hohem Durchsatz und vielen Passagen über die High-shear-Zone.
Anwendung 1: Eintrag von Kieselsäuren in ungesättigte Polyesterharze
Ungesättigte Polyesterharze (UP-Harze) gehören zu den am häufigsten verwendeten Duroplasten. Sie zeichnen sich durch eine einfache Verarbeitbarkeit und universelle Anpassungsmöglichkeiten aus. Insbesondere in Verbindung mit Faserverstärkungen lassen sich mit ungesättigten Polyesterharzen exzellente Eigenschaften erzielen. Aus diesem Grund werden 70 Prozent aller ungesättigten Polyesterharze in glasfaserverstärkten Kunststoffen eingesetzt. Eine typische Anwendung sind die Rotorflügel von Windenergieanlagen. Die Glasfasern werden in Form von normalen Fasern, geschnittenen Rowings, Geweben oder Matten mit ungesättigten Polyesterharzen laminiert. Vom Handlaminieren über das Faserspritzverfahren, Wickeln bis hin zum kontinuierlichen Walzverfahren existieren zahlreiche mehr oder weniger automatisierte Fertigungsmethoden, bei denen die Fasern vollständig mit dem Reaktionsharz getränkt werden müssen. Von entscheidender Bedeutung für die Qualität des Endproduktes ist, dass die Harze sich einwandfrei auf der Faser verteilen, danach jedoch nicht wieder abfließen. Zu diesem Zweck muss das Fließverhalten des Harzes thixotrop eingestellt werden. Unter mechanischer Beanspruchung, also beim Auftragen, ist es sehr gut fließfähig. Sobald es aufgetragen ist, steigt die Viskosität um ein Mehrfaches. Das Harz fließt nicht ab und härtet an Ort und Stelle aus.
Zum Einstellen der Thixotropie verwendet man überwiegend hochdisperse pyrogene Kieselsäuren (Aerosil, Cab-O-Sil, HDK o.ä.). Pyrogene Kieselsäuren haben Schüttdichten um 50 kg/m³, sind also extrem leicht, fein und stauben enorm. Je nach Anwendungsgebiet (Laminieren, Coaten, Spachteln ...) werden unterschiedliche Kieselsäurekonzentrationen verwendet.
Früher wurde hochdisperse Kieselsäure offen verarbeitet, das heißt in einen Rührwerks- oder Dissolverbehälter aus Säcken eingeschüttet. Dabei traten unangenehme Staubentwicklungen auf. Der Bediener war einem Gemisch aus Löse-mitteldampf und Staub ausgesetzt. Das elektrostatisch stark aufladbare Pulver wurde direkt in entzündliche Lösemitteldämpfe gegeben. Diese Benetzungsmethode ist generell abzulehnen.
Ebenfalls nicht bewährt haben sich pneumatische Fördereinrichtungen. Diese saugen das Pulver ein und bringen es staubfrei bis zum Prozessbehälter. Exakt das gleiche Volumen, welches man als Pulver und Transportluft in den Behälter einträgt, wird gleichzeitig aus diesem verdrängt, und zwar in Form von staub- und lösemittelhaltiger Abluft. Da die Schüttdichte hochdisperser Kieselsäuren extrem niedrig ist, ist das anfallende Staubvolumen sehr groß.
Das Problem verklebter Pulverschichten an Behälterwand und Rührerwelle ist damit nicht gelöst. Die Benetzung und Dispergierung braucht ihre Zeit, weil das leichte Pulver gern auf der Flüssigkeitsoberfläche schwimmt. Es muss immer mit Staubabsauganlagen gearbeitet werden, die für Lösemitteldämpfe mit Staubanteil ausgelegt sind. Der in der Absauganlage anfallende Pulververlust fehlt im Endprodukt und ist schwer kalkulierbar.
Der Einsatz der Conti-TDS hat den Eintrag hochdisperser Kieselsäuren in Harze enorm rationalisiert. Das Pulver wird staub- und verlustfrei direkt in die Flüssigkeit eingesaugt und, obwohl es ebenfalls spezifische Oberflächen von 200 m² pro Gramm aufweist, sofort vollständig benetzt. Die ersten zwei Conti-TDS-Maschinen wurden für diese Anwendung bereits 1993 eingesetzt, gegenüber aktuellen Maschinen hatten sie sehr geringe Leistungen, waren aber bereits überaus erfolgreich. Die Maschinen wurden ständig weiterentwickelt und heute existiert eine spezifische Ausführung für die Anforderungen bei dieser speziellen Aufgabenstellung. Oft kann eine Maschine mehrere große Behälter bedienen und stellt 30 Tonnen Ansätze in wenigen Minuten fertig. Ein Großteil der in Europa und den USA hergestellten thixotropierten Polyesterharze wird bereits mit Conti-TDS gefertigt.
Ein qualitativer Aspekt ist mit Sicherheit auch die Tatsache, dass bei Einsatz der Conti-TDS das Pulver direkt ins Harz eingetragen wird und nicht, wie beim Einrühren, in den Lösemitteldämpfen oberhalb der Flüssigkeit verweilt. Das Pulver hat eine hohe Affinität, die Lösemitteldämpfe zu binden, was seine Wirkung im Endprodukt vermindert. Auch deshalb werden bei Einsatz der Conti-TDS höhere Qualitäten erzielt.
Anwendung 2: Gefüllte Polyurethane
Mit Füllstoffen modifizierte Polyurethane trifft man in unterschiedlichsten Anwendungen an. So werden beispielsweise bei der Herstellung von Polyurethan-Weich-schaumstoffen schwere Füllstoffe in die flüssige Polyolphase eingetragen, um später eine höhere Dichte im Endprodukt zu erzielen. Die höhere Dichte ist einerseits im Interesse des Herstellers, denn Weichschaumstoffe werden nach Gewicht verkauft, andererseits verleiht sie beispielsweise einem Sitzpolster ein angenehmeres und hochwertiges Gefühl. Das genaue Gegenteil bewirken Leichtfüllstoffe in Polyurethan-Hartschaumstoffen, wie sie in Automobilen, im Modell- und Formenbau oder bei der Herstellung von Prothesen verwendet werden. Dort kommt es auf die Reduzierung des Gewichtes an. Allerdings sollen die Poren nicht offen wie bei einem Schwamm sein, sondern geschlossenzellig, um das Ansammeln von Feuchtigkeit zu vermeiden. Als Leichtfüllstoffe kommen zum Beispiel mikroskopisch kleine geschlossene Hohlkügelchen, so genannte Microspheres, zum Einsatz. Ihre Schüttdichte reicht bis unter 30 kg/m³. Solche Pulver stauben sehr stark, sie schwimmen auf der Flüssigkeitsoberfläche und lassen sich nur schwer benetzen.
Sowohl für die schweren als auch für die leichten Füllstoffe stellt die Conti-TDS eine ideale Lösung dar. Bei den Leichtfüllstoffen ist dieses Verfahren die bei weitem effektivste Methode. Die Microspheres werden ohne Staub mit Vakuum eingesaugt und ohne sie zu zerstören vollständig benetzt.
Anwendung 3: Chemiefaserstoffe
Bei der Herstellung von Polyester-, Polya-mid (Nylon)- oder Viskosefasern werden große Mengen Titandioxid verarbeitet. Das Titandioxidpigment hat dabei die Aufgabe, die Faser oberfläche so zu strukturieren, dass einzelne Fasern nicht aneinander haften (Antiblocking). Des weiteren beeinflusst es Farbe, Lichtstabilität und mechanische Eigenschaften der Fasern.
Hochwertige Fasern erfordern eine optimale Benetzung und Dispergierung des Titandioxids. Die Spinndüsen sind sehr fein, dementsprechend hoch sind die Anforderungen an die Partikelgrößenverteilung der dispergierten Titandioxid-Pulver.
Mit Einsatz der YSTRAL Conti-TDS lässt sich der gesamte Benetzungs- und Dispergierprozess in einer Maschine realisieren. Das Titandioxid wird dabei direkt ab Big-Bag eingesaugt, sofort vollständig benetzt und anschließend extrem fein dispergiert. In den Textilfaserwerken Taiwans ist die Conti-TDS für diese Aufgabenstellung flächendeckend im Einsatz. In Europa und
den USA ist dies noch nicht der Fall.

Magazin: P&A
Ausgabe: 10/2007
Autor: Dr. Hans-Joachim Jacob

Über ystral
Mit unserem großen Wissen und unserer langjährigen Erfahrung in der Verfahrens- und Anwendungstechnik
bieten wir branchenübergreifend gezielte, kundenorientierte Lösungen an
– vom Laborgerät bis zur Produktionsmaschine oder -anlage.
Gemeinsam mit Ihnen erarbeiten wir Konzepte und Umsetzungen für Ihre individuellen Anwendungen, die für Sie
einen sofort realisierbaren und quantifizierbaren Mehrwert bedeuten.




