03/2019 | FACHARTIKEL
Mehr Effekt durch Distanz
Durch dispergieren unter Vakuum-Expansion entstehen Farben und Lacke mit kräftigen Farbtönen. Dafür ist weniger Titandioxid notwendig, weil dieses mit der neuen Technik besser dispergiert wird.
Titandioxid (TiO2) gehört zu den wesentlichen Kostentreibern bei der Herstellung von Farben und Lacken. Derzeit werden weltweit rund sieben Millionen Tonnen TiO2 im Jahr produziert. Der Weltmarktpreis je Tonne hat in den letzten Jahren im Schnitt um etwa 50 Prozent zugelegt. In der Spitze hat er sich sogar nahezu verdoppelt. Damit Anwender das TiO2 sparsamer einsetzen können, gibt es neues Verfahren, welches das Inline-Dispergieren mit der Vakuum-Expansionsmethode kombiniert. TiO2 ist mit einem Anteil von etwa 60 % das wichtigste Pigment bei der Herstellung von Lacken, Farben und Druckfarben. Es ist die Grundlage weißer und farbiger Töne. Das liegt daran, dass bei der in Lacken und Farben auftretenden subtraktiven Farbmischung Farbpigmente, die jeweils einen Teil des Lichtspektrums absorbieren, erst sichtbar werden, wenn das nicht absorbierte Spektrum reflektiert wird, zum Beispiel durch Titandioxid. Dieses ist aber auch ein großer Kostenblock: Ein Hersteller hat errechnet, dass etwa 25 bis 40 % der Produktionskosten je nach Anwendung auf TiO2 entfallen.
Bislang waren die Europäer die größten Verbraucher von TiO2. Der Rohstoff wird heute in Asien, vor allem in China benötigt. Dort wird in einer einzelnen Fabrik fast so viel Dispersionsfarbe hergestellt wie in ganz Deutschland.
Richtiger Abstand
TiO2 ist sehr fein. Die einzelnen Partikel dieses Pigments sind nur etwa 200 bis 400 Nanometer groß. Ihre wichtigste Eigenschaft: Sie beugen, brechen und reflektieren – kurz: sie streuen das einfallende Licht. Aufgrund des Wellencharakters des Lichts streut jedes einzelne Partikel das Licht innerhalb einer Sphäre, die etwa zwei bis drei Mal so groß ist, wie das Partikel selbst. Ist der Abstand zweier Partikel so klein, dass sich ihre Wirksphären überlagern, dann ist die Streuwirkung beider Partikel zusammen kaum höher als die eines einzigen Partikels (Abb. 1). Das heißt: Zu enge Partikelabstände mindern die Wirkung. TiO2-Partikel agglomerieren, sie haften aneinander. Hinzu kommt, dass die meisten wasserbasierten Lacke und Farben einen pH-Wert haben, der dicht am isoelektrischen Punkt des verwendeten Titandioxids liegt. Dort ist die Agglomerationsneigung am höchsten. Es ist also eine Desagglomeration und anschließende Stabilisierung durch Dispergieradditive erforderlich. Danach müssen die einzelnen Partikel in optimalen Abständen zueinander homogen verteilt sein, um maximale Lichtstreuung zu erzeugen.
Richtig dispergieren
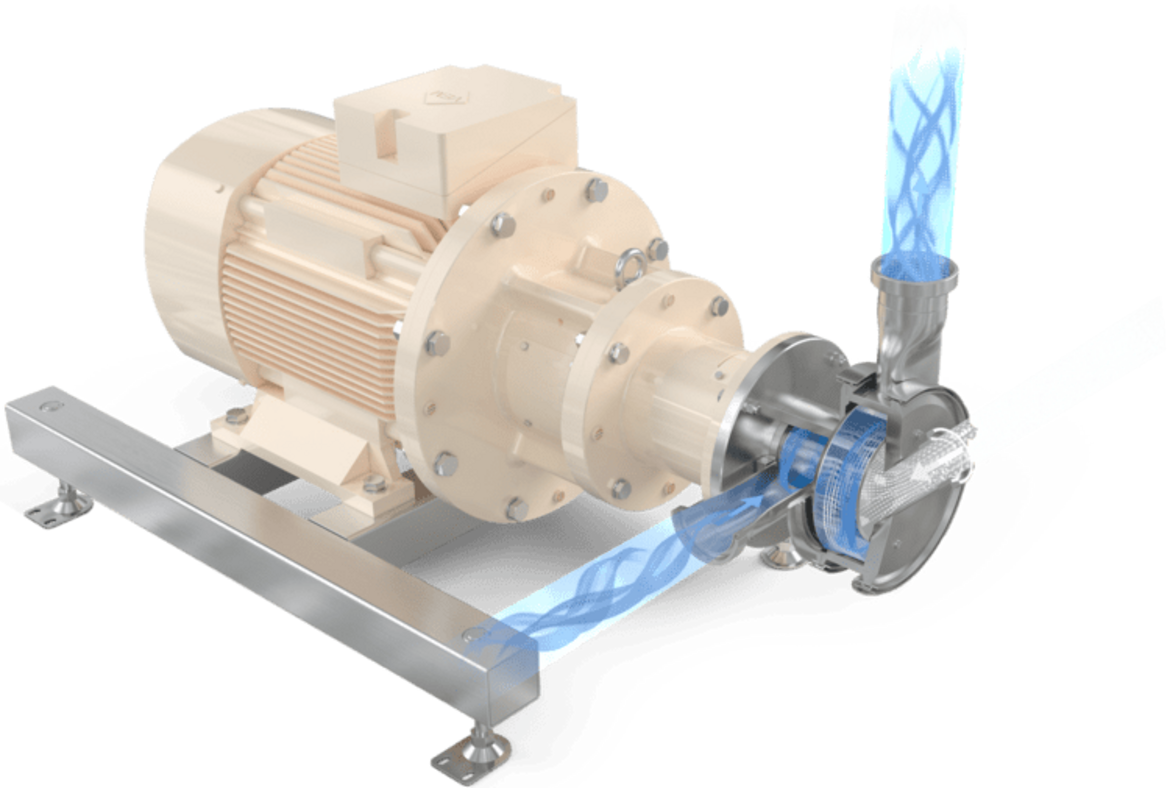
Die Herangehensweise, unter Vakuum-Expansion zu dispergieren, setzt darauf, Partikel zu vereinzeln, Agglomerate zu zerstören und Reagglomeration zu unterbinden. Um die Dispersion stabil zu halten, auch wenn die Dispergiermaschine wieder abgeschaltet ist, sind Dispergiermittel erforderlich. Moderne Dispergiertechnik zusammen mit optimalen Dispergiermitteln und die Dosierung in ausreichender Menge zum richtigen Zeitpunkt durch die gleiche Maschine – dies sind die Voraussetzungen für ein optimales Dispergieren des Titandioxids. Bisher werden in der Lack- und Farbherstellung vorwiegend High Speed Dissolver (HSD) eingesetzt. Allerdings erreichen sie nur einen relativ niedrigen Schergradienten. Um eine Scherwirkung zu erzeugen, benötigen sie hohe Viskositäten. Diese sind beim Verfahren mit der von ystral entwickelten „Conti-TDS“ nicht notwendig; es liefert dennoch eine tausendfach höhere Scherrate. Feinste Pulver mit hoch viskosen Flüssigkeiten zu benetzen – wie im Dissolver – ist unlogisch und schwierig. Das neue Verfahren löst dieses Problem. Es braucht beim Dispergieren 70 bis 90 % weniger Energie und speziell bei Titandioxiddispersionen bis zu 95 % weniger Zeit. Die Maschine wird außerhalb des Prozessbehälters installiert (Abb. 2). Dadurch arbeitet sie unabhängig von Behältergröße und -füllstand. Sie kann den Pulvereintrag bereits bei niedrigen Startfüllständen beginnen. So entstehen optimale Dispergierbedingungen von Anfang an (Abb. 3). Dispergiermittel werden nicht komplett am Anfang zugegeben, sondern kontrolliert im Verlauf des Pulvereintrags.
Der übliche Dissolver dispergiert nicht nur, sondern wälzt auch die hochviskose Masse im Behälter um. Nur ein Bruchteil seiner Leistung steht für das Dispergieren in einem großen Volumen zur Verfügung. Das ist mit der neuen Methode anders. Nahezu die komplette Leistung dient dem Dispergieren (Abb. 4). Die Dispergierzone selbst hat ein Volumen von weniger als einem Liter. Dadurch ist die zum Dispergieren eingesetzte spezifische Leistung etwa 10.000-fach höher. Die Maschine erzeugt in ihrer Dispergierzone ein hohes Vakuum, welches das Pulver staub- und verlustfrei in die Flüssigkeit saugt.
Mehr Luft als erwartet
TiO2 enthält – wie jedes andere Pulver – sehr viel Luft, und zwar mehr als 75 Prozent des Schüttvolumens. Die neue Technologie nutzt diese Luft. Im Ausgangszustand unter atmosphärischem Druck berühren sich die Pulverpartikel noch. Doch wenn beim Einziehen des Pulvers ein Vakuum erzeugt wird, expandiert die Luft, und es vergrößern sich die Abstände zwischen den Partikeln (Abb. 5). Die Luft dehnt sich auf dem Weg bis in die Zone maximalen Vakuums immer weiter aus. Auf diese Weise gelangt die Flüssigkeit in alle sich bildenden Zwischenräume und benetzt jedes einzelne Partikel sofort komplett.
Pulver und Flüssigkeit werden nicht einfach miteinander vermischt. Vielmehr erfolgt die mechanische Dispergierung unter maximaler Turbulenz und maximalem Vakuum exakt im Scherfeld der Dispergierzone. Darum benötigt die Vakuum-Expansionsmethode zur Benetzung keine Netzmittel, und weil deshalb nahezu kein Schaum entsteht, auch weniger Entschäumer.
Die Luft aus dem Pulver wird durch die Zentrifugalwirkung der Maschine von der Dispersion getrennt und mit der Flüssigkeit in den Behälter geführt. Es bilden sich große Blasen. Die Luft entweicht. Die Benetzung erfolgt außerhalb des Behälters. Dadurch gibt es keine Staubanhaftungen oberhalb der Flüssigkeit – etwa an der Innenseite des Behälters oder an dessen Deckel.
Herstellung von Pigmentpräparationen (Colorants)
Titandioxid-Pigmentpasten sind die am häufigsten benötigten Pigmentpräparationen für In-Plant- und Point-of-Sale-Tönsysteme. Die hochkonzentrierten Pasten haben einen TiO2-Anteil von 60 bis 80 Prozent. Sie werden bisher mit einem Dissolver hergestellt und in einer Mühle auf die bestmögliche Feinheit gemahlen. Der Dissolver ist allein nicht in der Lage, das Pigment vollständig aufzuschließen.
Das neue Verfahren ist im Vergleich zum bisherigen Prozess nicht nur schneller, sondern es kommt auch ohne Mühle aus. Bereits unmittelbar nach dem Pulvereintrag wird eine Partikelgrößenverteilung erzielt, wie sie bisher sogar mit zusätzlicher Mühle nicht entstand.
Die Qualität des Endprodukts hing bisher stark von der Qualität des TiO2 ab. Die Erfahrung mit dem neuen Verfahren hat gezeigt, dass es schon mit kostengünstigem TiO2 ein besseres Ergebnis erreicht.
Traditionelle Dissolver-Rezepturen enthalten oft viel Netz-, aber zu wenig Dispergiermittel. Das neue Verfahren benötigt kein Netzmittel, aber mehr Dispergiermittel. Verglichen mit der bisherigen Fertigung entstehen eine kleinere Partikelgröße und eine engere Partikelgrößenverteilung. Dadurch wächst die spezifische Pigmentoberfläche, die vom Dispergiermittel stabilisiert werden muss. 20 % mehr Oberfläche bedeutet, es sind 20 % mehr Dispergiermittel zur Stabilisierung erforderlich.
Abb. 6 zeigt die Situation bei der Fertigung einer nicht angepassten traditionellen Dissolverrezeptur. Das gesamte Dispergiermittel wurde am Anfang zugegeben. In den ersten Sekunden Nachdispergierzeit wird die Partikelgrößenverteilung kleiner, bei weiterer Dispergierung wieder größer. Es ist also nicht ausreichend Dispergiermittel vorhanden. Abb. 7 zeigt das Ergebnis bei angepasster Dispergiermittelmenge und optimierter Dosierung direkt in den Prozess. So lässt sich der Effekt des TiO2 effizienter nutzen.
Füllstoffe einarbeiten
Dispersionsfarben für Innen- und Außen-wände enthalten neben TiO2 Füllstoffe wie Calciumcarbonat, Talkum oder Kaolin. Im Dissolverprozess wird die Viskosität der Flüssigvorlage durch Zugabe eines Verdickungsmittels am Anfang des Prozesses erhöht und das TiO2 mit allen Füllstoffen über die Oberfläche zugegeben. Die Pulver werden in die Flüssigkeit eingerührt. Diese Methode führt zu erheblichen Qualitätsschwankungen. Oftmals muss kontrolliert und nachjustiert werden.
Mit der neuen Technologie ist das anders. Prinzipiell könnte man mit der gleichen Rezeptur und in derselben Reihenfolge arbeiten. So lässt sich eine konstante Qualität erreichen. Wenn man aber bei gleicher Rezeptur das Verfahren umstellt, sind weitere Qualitätsverbesserungen und Zeiteinsparungen von 35 bis 70 % möglich. Ein wesentlicher Schritt ist es, die Zugabe des Verdickungsmittels an das Ende des Prozesses zu setzen oder sogar in den nachfolgenden Let-down-Prozess auszulagern. Dadurch arbeitet man beim Dispergieren mit einer niedriger viskosen Flüssigkeit. Eine optimierte Rezeptur reduziert vor allem die Rohstoffkosten. Organische polymerbasierte Verdickungsmittel sind nicht scherstabil. Im Dissolver wird ein großer Teil der Verdickungswirkung über die lange Bearbeitungszeit irreversibel zerstört. Mit dem neuen Verfahren nicht. So sinkt der Verdickeranteil um etwa 20 % – bei konstanter Qualität und Viskosität.
Um das TiO2 maximal zu dispergieren, wird der Prozess so gefahren, dass am Anfang ausschließlich das TiO2 unter optimalen Bedingungen mit nur einem Bruchteil der Flüssigkeit dispergiert wird. So entsteht schon früh im Prozess die bestmögliche Partikelgrößenverteilung. Die Partikel der übrigen Füllstoffe sind bis zu 20-mal größer als TiO2-Partikel. Eine gemeinsame Dispergierung behindert eine optimale Dispergierung von TiO2 und bewirkt das Crowding von Titandioxid (Abb. 8): Die wesentlich kleineren Titandioxidpartikel werden in den Lücken der viel größeren Füllstoffe konzentriert, sind nicht homogen und nicht optimal verteilt. Deshalb ist das Dispergieren des Titandioxids vor Zugabe der Füllstoffe in einem Teil der Flüssigkeit von Vorteil.
Deckvermögen und Farbstärke
Der Dissolver funktioniert nur bei einem optimalen Füllstand. Deshalb ist dort eine Prozessführung nicht möglich, die das Titandioxid vordispergiert. Das neue Verfahren arbeitet füllstandsunabhängig. Es kann mit kleinen Mengen starten. So wird das TiO2 optimal dispergiert. Erst nach der Dispergierung erfolgt dann die Zugabe der übrigen Flüssigkeiten, der Füllstoffe und schließlich der Verdickungsmittel. Danach braucht nicht mehr dispergiert zu werden (Abb. 4).
Anwender, die auf diese Weise ihre Prozesse optimiert haben, erreichen damit sowohl ein besseres Deckvermögen als auch eine höhere Farbstärke. Die bisherige Qualität lässt sich also erreichen, indem man den Anteil an TiO2 reduziert und zwar in einer Größenordnung von durchschnittlich acht Prozent. (Abb. 9 und Abb. 10) Zudem sind weniger Verdicker, Netzmittel und Entschäumer notwendig.
In Dispersionsfarben, in denen durch Composite- oder Hybridpigmente, besonders feinteilige Füllstoffe oder TiO2-Enhancer der TiO2-Anteil bereits minimiert ist, sind weitere Einsparungen durch bessere Dispergierung allerdings beschränkt.
TiO2-Slurry und -Intermediates
In der Industrie geht der Trend von der Von-Grund-auf-Fertigung (Co-Grind), bei der alle Komponenten einzeln zugegeben und vermengt werden, hin zur Slurry-Methode. Dabei werden die einzelnen Pulverkomponenten separat unter für sie optimalen Bedingungen in Flüssigkeit dispergiert. Aufgrund sensibler Re-zepturen und um sich nicht an einen Slurrylieferanten zu binden, werden Slurries meist von den Farb- und Lackherstellern selbst produziert. Sie lagern dann Slurries auf Vorrat, und die Fertigprodukte werden aus flüssigen Slurries gemischt.
Selbst wenn man bei der bisherigen Co-Grind-Fertigung bleibt, ist es zu empfehlen, mit einem TiO2-Slurry zu arbeiteten.
Ein Slurry muss nicht nur aus einem einzelnen Pulver in der Flüssigkeit bestehen. Enthält er mehrere Zusatzstoffe, spricht man von Intermediates. Für ein TiO2-Intermediate ist es sinnvoll, das TiO2 mit einem Spacer zu kombinieren. Dieser soll die Wirkung des TiO2 verstärken. Ein typisches Beispiel ist feinteiliges Kaolin. Es sorgt dafür, dass die einzelnen TiO2-Partikel sich am Kaolin orientieren, optimal verteilen und stabilisieren.

Magazin: Farbe und Lack
Ausgabe: 03/2019
Autor: Dr. Hans-Joachim Jacob

Über den Autor
Dr. Jacob ist Senior Expert Process and Applications bei ystral. Der studierte Maschinenbauer trat bereits 1990 als Verfahrenstechniker in das Unternehmen ein und betreut seitdem unsere Key - Accounts weltweit. Seine berufliche Leidenschaft ist dabei das Mischen und die Dispersion von Pulvern in Flüssigkeiten. Hierbei konnte er in seiner langjährigen Karriere, Erfahrungen im Umgang mit mehreren tausenden Pulvern aus den verschiedensten Branchen sammeln und teilt seine Expertise gerne mit Herzblut in diversen Fachartikeln, Online-Seminaren oder Vorträgen.
Über ystral
Mit unserem großen Wissen und unserer langjährigen Erfahrung in der Verfahrens- und Anwendungstechnik
bieten wir branchenübergreifend gezielte, kundenorientierte Lösungen an
– vom Laborgerät bis zur Produktionsmaschine oder -anlage.
Gemeinsam mit Ihnen erarbeiten wir Konzepte und Umsetzungen für Ihre individuellen Anwendungen, die für Sie
einen sofort realisierbaren und quantifizierbaren Mehrwert bedeuten.




